

电磁检测技术在油气管道焊缝缺陷检测中的应用与进展
对于油气管道来说,管道的承载能力取决于管道焊缝的焊接质量,所以焊接质量对于管道的安全运行至关重要。
随着科技不断发展,管道焊缝的加工与生产工艺都有了很大的技术提升,但焊接时产生的焊缝缺陷,和日常运行中产生的疲劳裂纹等缺陷都是难以避免的,而一旦由于焊缝失效,油气管道发生泄漏事故,可能引起火灾、环境污染,甚至导致人员伤亡。特别是及时对一些抢修难度高,容易发生事故的管道进行检测,修复对接焊缝缺陷,具有重大的实用价值,因此油气管道对接焊缝检测技术已成为国内外的研究热点。
目前,管道焊缝缺陷检测效率较高的方式是电磁无损检测,其在管道缺陷焊缝检测中起着至关重要的作用。
电磁无损检测技术通过捕捉被测试件的电磁性能变化,对试件的实际缺陷和性能进行测试。该技术以无接触、无损害、无辐射、速度快等优势在管道焊缝检测领域得到了广泛应用。国内外已在系统结构中的激励源,检测元件的尺寸优化,传感器的设计,后期的信号处理以及管道缺陷特征提取等方面取得了较大的进展。
涡流检测、电磁超声检测、漏磁检Kaiyun中国官方入口测和磁扰动检测都是电磁无损检测技术,在管道焊缝检测中已经得到广泛的应用。
管道焊接是依靠加热、加压等方式将两截管道稳定地连接起来的技术,但受焊接材料、工艺和设备的影响,焊缝处难免会产生未焊透、气孔、夹渣、未融合、未焊透、咬边等缺陷,且管道对接焊缝处易受到外部因素干扰而产生疲劳裂纹等缺陷,影响管道安全和使用寿命。
国内外,油气管道对接焊缝开裂引起的事故中,关键缺陷多为裂纹、未焊透和未熔合以及较为尖锐的咬边,并且这些缺陷大多萌生于管道内表面。经分析得知,该类平面型缺陷应力集中程度高,会严重削弱管道的承载能力。
目前,涡流、电磁超声、漏磁和磁扰动检测技术都是基于电磁感应原理的技术,其激励方式、检测传感器及信号特征提取和系统结构设计都有所区别。
油气管道对接焊缝形貌复杂,会给检测结果带来较大影响,且其尺寸与服役环境等因素也会给焊缝检测带来困难。随着电磁无损检测技术的发展,针对油气管道对接焊缝的检测技术已经有了很大进步。
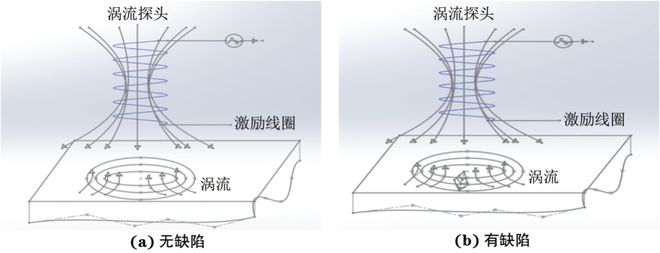
涡流检测是非接触式检测,检测时不需要耦合剂,检测结果不会受被测试件表面涂镀层影响,且涡流检测设备和操作简单,制造成本低,不存在环境污染和影响操作人员健康等问题。另外,涡流检测技术的检测信号为电压信号,便于转化为数字信号进行存储和处理,有利于后期的缺陷演绎和特征分析。其检测原理示意如图1所示。
田贵云等在不同电导率、不同磁导率、不同应力和不同提离条件下,进行了仿真和试验,研究了不同条件下脉冲涡流响应信号的幅值谱。
ZAINAL等通过脉冲涡流热成像原理及热成像系统等技术,对被测试件近表面的磁热信号分布进行研究,实现了被测试件表面缺陷的快速定位。
LEBRUN等应用磁阻传感器收集磁信号,并对捕捉到的信号进行差分处理,实现对飞机铆接部件的检测。
何赟泽等根据脉冲涡流检测原理设计了脉冲涡流检测系统,并研究分析了矩形脉冲涡流传感器的三维磁场量。
包志强提出了一种双线圈近场涡流模型,利用激励线种不同频率的混频信号,采用双线圈接收检测信号,再通过傅里叶变换分析信号的相位差,并研究比较了两种神经网络的反演缺陷预测能力。
虽然我国涡流检测技术研究起步较晚,但该技术以响应速度快、检测准确度高等优点,已经在国内广泛应用,并且取得了一定的创新成果。
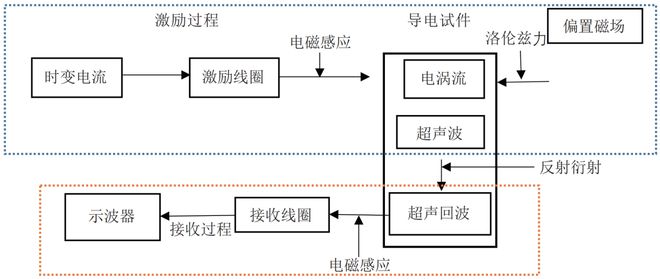
电磁超声检测技术的原理示意如图2所示,适用于被测试件的深层次缺陷检测,对于表面或者近表面缺陷的检测能力较弱。与其他超声检测方式相比,电磁超声检测技术具有换能效率较低、不能运用于非金属等局限性。
LERCKaiyun中国官方入口H等使用有限元激励和接收电磁超声信号,开发出一款适用的仿真软件。
DAI通过有限元仿真对非铁磁性材料进行了深入研究,创建了多级电磁超声检测数据模型。
JIAN等设计了一种新型聚焦Rayleight电磁超声换能器,该换能器可以产生更长的超声波,提高检测精度。
李华斌等采用二次回波法、三次回波法对厚度小于5 mm的铝合金薄板焊缝进行检测,实现了缺陷波和杂波的区分。
漏磁检测技术的原理及流程如图3所示。与其他检测方式相比,漏磁检测技术易实现自动化,适合组成自动检测系统,且信号可从传感器直接传递到计算机,减少了人为因素的影响,提高了检测精度,有较高的可靠性。
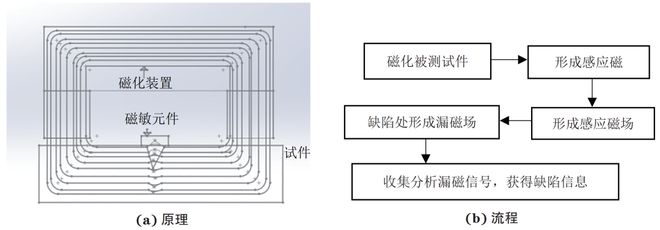
对于一定壁厚的管道,其能够同时实现内部及外部的缺陷检测,且是无污染检测方法。但漏磁检测技术也存在一定局限性,即需要先磁化被测试件,所以该方法只适用于铁磁材料。
严格来说,漏磁检测技术适合表面和亚表面的缺陷检测,对较深缺陷的检测结果不很理想,另外,在检测前还需要对试件进行清管工作,准备工作较为繁琐。
20世纪50年代,国外提出了针对管道的漏磁无损检测技术。FÖRSTER等研制了一套漏磁检测系统,使得漏磁检测被人们认可。
随着漏磁检测技术的不断发展,90%以上的管道检测都采用了漏磁检测技术,高分辨率的漏磁检测设备被开发并应用于大部分的油气长输管道的常规检测中。
目前,国外的研究方向主要围绕进一步提高检测性能、分辨率、可靠性,以及激励、速度控制、弱磁等方面进行,其中部分成果已经进行转化与应用到实际生产中。
德国ROSEN公司的漏磁检测技术相对全面,已经开发出成熟的漏磁无损检测系统和多口径管道的漏磁检测服务技术。
漏磁无损检测技术以激励源类别可以分为:直流磁化,交流磁化,永磁磁化和综合磁化等。
PECHENKOV等通过磁偶极子模型研究被测试件近表面开口的裂纹,讨论了漏磁现象和缺陷相关参数对形成漏磁场的影响。
潘建华等通过改进CLIQUE算法对缺陷区域进行标记,估计缺陷数量和位置,研究提取漏磁信号特征,利用神经网络对缺陷进行分类,并进行了测试和验证。
ALNAEMI等在静磁条件下对漏磁场信号进行2D模型和3D模型仿线D模型进行研究时,漏磁场分布精度更高,而在2D模型下的研究更适用于验证性分析。
KATOH等通过仿真分析了被测试件和磁体间距及试件厚度对漏磁场信号的影响,发现当磁化间距增大时,试件中心的平均磁通密度减小,当试件厚度增加时,最大磁通密度随之减小。
国内于20世纪80年代从美国、德国等国家引入了漏磁检测技术,并开展相应的技术研究。到20世纪末,我国漏磁检测技术的应用与研究得到了快速发展。
王国庆等采用改进YOLO V5算法实现了管道缺陷漏磁信号的自动检测识别,提高了检测的准确性。
磁扰动是一种常见的电磁场物理现象,是伴随着磁扰动引起的磁重构和重联产生的新的磁场变化。磁扰动检测技术主要检测结构包括永磁体、漆包线和被测试件,其检测原理及流程如图4所示。
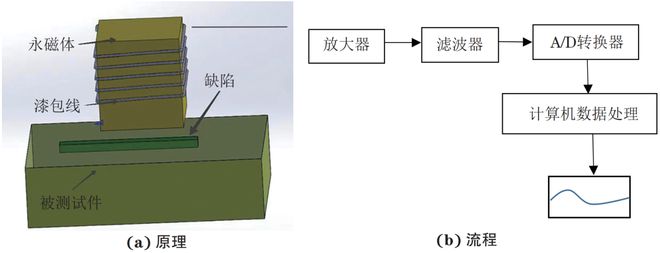
磁扰动检测将永磁体本身当作磁源,不需要外加磁化场,且没有检测死角,具有相对较高的检测灵敏度与空间分辨率。
目前,广泛使用的磁扰动检测传感器为圆柱体形永磁体和环绕感应线圈组合的结构,常用的磁敏传感器主要是感应线圈和霍尔传感器。
在检测过程中,永磁体围绕被测试件匀速扫描,如果扫描区域没有缺陷,永磁体和被测试件之间的磁场分布不会发生改变,即不产生磁扰动现象;如果扫描区域存在缺陷,则该缺陷作为不连续突变,会致使磁场相互作用发生重构,进而影响永磁体内部及其近表面处的磁场分布,即形成了磁扰动现象。通过捕捉处理所产生的磁扰动量,即可得到缺陷的相关信息。
按照产生区域的不同,可将磁扰动分为永磁体的内部磁扰动和外部磁扰动。其中捕捉永磁体内部磁扰动的应用较多。
李鹏等提出了一种新型轴心轨迹传感器,与传统的涡流检测传感器相比,其具有更高的检测可靠性。
蔡志超等研究了磁扰动机制,对缺陷特征和信号特征之间的关系进行仿真,对永磁体的几何参数进行优化设计,结果表明,优化后信号赋值提高了4~5倍。
肖春燕等提出一种磁扫描成像的新方法,该方法利用永磁体磁化被测试件,使用双反向霍尔传感器采集信号,利用小波算法提高成像系统的图像质量,实现了对汽车发动机小裂纹的精准检测,具有较高的灵敏度和空间分辨率。
KLAUSNER等通过对海啸期间发生的磁扰动信号进行处理,讨论了海啸过程和孕震的联系,认为检测磁扰动信号对海啸预警有较大作用。
在实际应用中,单一的检测方式已经难以满足检测需要,结合多种技术,发展新型复合检测技术是大势所趋。
马勉东等针对飞机铝合金薄板裂纹提出了一种电磁超声导波-涡流复合检测技术,提高了检测效率,实现了铝合金板缺陷的全方位检测,研究了检测信号的强度和质量的影响因素。
陈杰针对储罐底板缺陷检测提出了一种基于漏磁-电磁超声检测原理的复合检测技术,并设计试验验证了其技术可行性,根据仿真结果进行了磁铁参数和线圈参数设计。
李伟等提出了一种交流电磁场和电磁超声复合无损检测技术,该技术可以实现铝板表面和亚表面缺陷的高灵敏度检出和分类。
随着工业的发展,电磁无损检测技术在管道焊缝检测中的应用也在不断成熟和创新。管道焊缝检测技术的发展趋势主要体现在以下几个方面:
随着科技发展,管道焊缝检测也在向着自动化和智能化方向发展。管道焊缝检测技术的自动化和智能化,可以提高检测效率和检测结果的准确性,减少外界因素的干扰,同时提高检测工作的安全性。自动化和智能化为管道业的发展带来了广阔的前景和机遇。
在实际应用中,传统的无损检测技术已经无法满足检测需求,多种技术结合,优势互补,弥补单项检测技术的局限性,实现对于不同类型缺陷的精准检测,提高检测精度,已经成为近年无损检测技术的发展趋势。例如漏磁-电磁超声复合检测技术、交流电磁场-涡流复合检测技术的提出,对焊缝缺陷的全面检测非常有利。
传统的射线检测技术使用高能量的放射源,不仅会对环境造成污染,也会影响操作人员的身体健康。所以采用先进的技术,减少辐射,降低能耗,降低检测成本,已成为管道焊缝检测技术发展的目标之一。
传统检测技术效率低且工作环境恶劣,长时间工作,对于检测人员也会造成一定的健康损害。所以,提高检测效率势在必行。
在实际的检测工作中,检测信号易受试件所在位置地磁场的影响,另外有些埋地管道在检测时,还需要将管道挖开并停产,检测效率低,人力物力损失大。如果能够减少外界因素影响,管道无损检测的效率会大幅度增高。
现阶段电磁扰动的检测方式各有各的优点,也具有一定局限性,各种电磁检测方式的比较如下:
电磁超声检测:处于交变磁场中的金属导体,在通电线圈作用下产生涡流,涡流在磁场中受到洛伦兹力的作用产生超声波,此过程可逆,回波使线圈两侧产生交变电势差
由上可见,单一的检测方式存在一定局限性,无法满足检测结果要求。故可以将两种或两种以上的检测技术组合在一起,优势互补,提高检测精度和检测效率。
例如,涡流检测和电磁超声检测都应用了电磁感应原理,则可以将两者结合在一起,实现缺陷的全方位高效检测;在检测装置中有相同结构的检测技术也可以组合到一起,形成一种新的复合检测技术。
现阶段的管道对接焊缝检测技术存在很多局限性,如一些细小缺陷无法被精准检测出来,检测成本高,检测范围有限等。
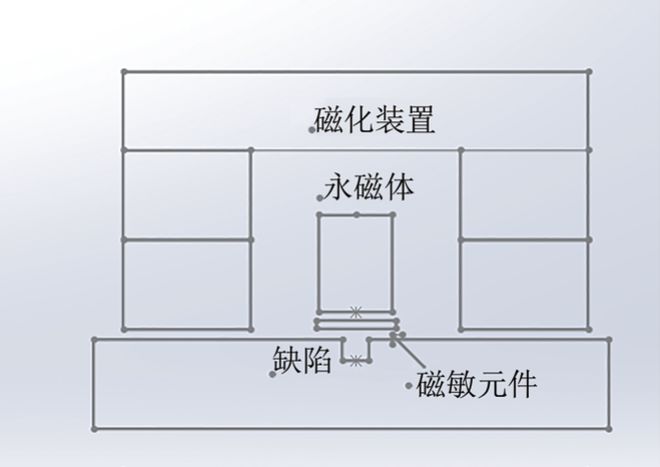
针对此现象,结合相关文献与实地检测经验,提出一种漏磁和永磁扰动检测技术相结合的新型复合检测技术,该技术能够提高焊缝检测的精准性,提高检测效率,适用于多种材料,且可避免趋肤效应。
该技术的原理示意如图5所示,其主要检测结构包括漏磁磁化装置、永磁体和磁敏元件,磁化装置包括磁铁和衔铁。在检测管道缺陷的过程中,检测探头围绕管道焊缝扫查,存在缺陷时,会产生漏磁场和永磁扰动,通过磁敏元件捕捉漏磁场和永磁扰动磁场的复合信号并进行分析,则可获得缺陷信息。
在应用于油气管道对接焊缝的几种电磁无损检测技术的发展中,很多研究都是相辅相成的,几种电磁检测方式可以相互组合应用,进而提高检测的精准性,并弥补单项检测技术的局限性。随着电磁检测技术的不断深入研究,管道焊缝检测技术将会有更大的发展空间。
作者:范效礼1,2,柴楠3,时亚南1,2,陈宇轩4,陈飞1,2,叶伟1,2
第一作者简介:范效礼,硕士,高级工程师,主要从事特种设备检验检测和新技术研究工作。
特别声明:以上内容(如有图片或视频亦包括在内)为自媒体平台“网易号”用户上传并发布,本平台仅提供信息存储服务。
同事孩子生病向我借钱,借6000还6000,我很无语:“你转错了,我借你的是6000”
Here we go!罗马诺:41岁范佩西出任费耶诺德主帅,签约至2027
实测:iPhone 16e 取消 MagSafe,并非 C1 芯片干扰问题
200MP 超长望远 + 50MP 中焦特写:小米 15 Ultra 手机设计揭晓
机票价格大跳水!多个城市热门航线元卖上海迪士尼山寨VIP套餐!被判部分退款
